



更新时间:2024-12-27 16:08:47 浏览次数:129 公司名称:聊城 龙丽金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |


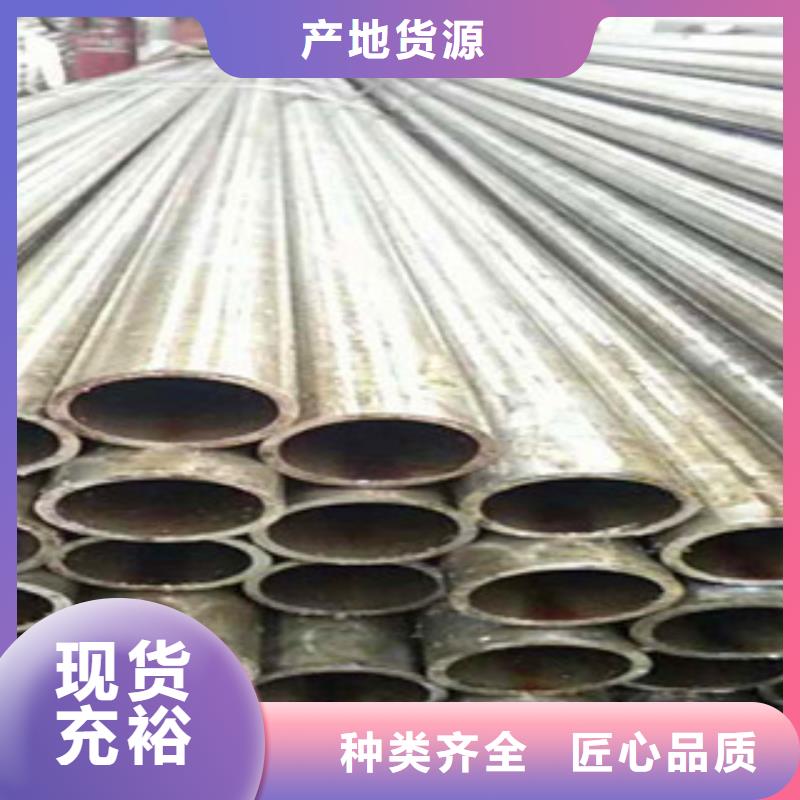


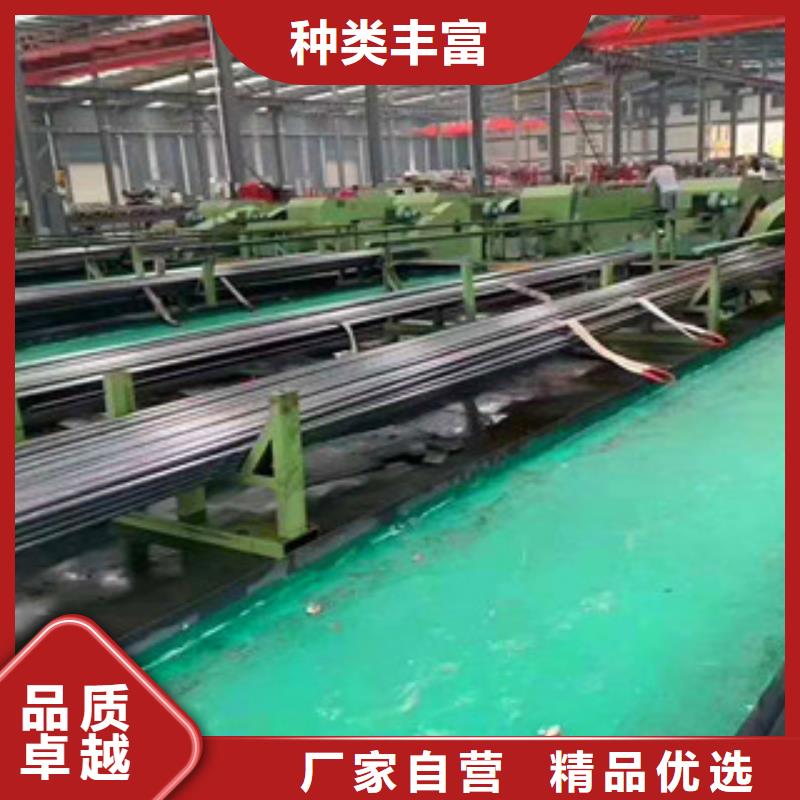


精密钢管生产方式:
4)超声波振动拔管。
(5)卷筒拔管。
(6)管材温拔。
(7)管材旋转模冷拔。
(8)反拉力拔管。
(9)扭转拔管,即在拉拔的同时使管子产生扭转的拔制过程。拔后的管子平直度好,可以省略矫直工序。拔制过程如图8所示。管料1拔制时通过置于中心架2上的椭圆模3(用于防止管子转动)和工作模4。借助于拔管小车6上的夹头5的旋转对出变形区后的管子施加扭矩,使它产生扭转,管子因扭转而防止了弯曲。



龙丽金属材料有限公司占地28000平方米,注册资金500万元,现有职工150余人,技术骨干20人。是【云南昆明精拉无缝钢管】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。

在拔管模(见冷拔管工具)一侧施加后张力的拔管过程(见管材冷轧冷拔)。
反拉力拔管的特点是:
(1)可减小拔管时作用在管子上的径向压力,以提高空拔时的变形量,增加薄壁管拔制的稳定性;
(2)减少摩擦力,延长工具寿命,改善管材表面质量以及变形在横截面上分布的均匀性,减小残余应力;
(3)轴向张应力的作用,有利于管壁减薄;
(4)有助于实现液体摩擦。
实现反拉力拔管的方法有以下几种
(1)双模拔管,利用入口前模对后模中拔制的管子施加后张力(见图);
(2)卷筒拔管,由给料卷筒施加反拉力,并可调节反拉力大小;
(3)直接在管料尾施加后拉力。此时如管体不动,用移动拔模的方法来实现拔制过程,则节能效果更好。



管材生产中穿透管壁的突发性纵向开裂,通常出现在空拔管中。因为空拔后管材外表面存在较大的切向拉伸残余应力(见管材冷拔变形原理)。管壁厚和气温低时发生空拔爆裂倾向更大。为防止纵裂缺陷,空拔时减径量不能过大,连拔道次要少,拔后应及时烘烤或退火。为防止精密钢管爆裂也可采用滚模拔制。(见管材冷轧冷拔)
